
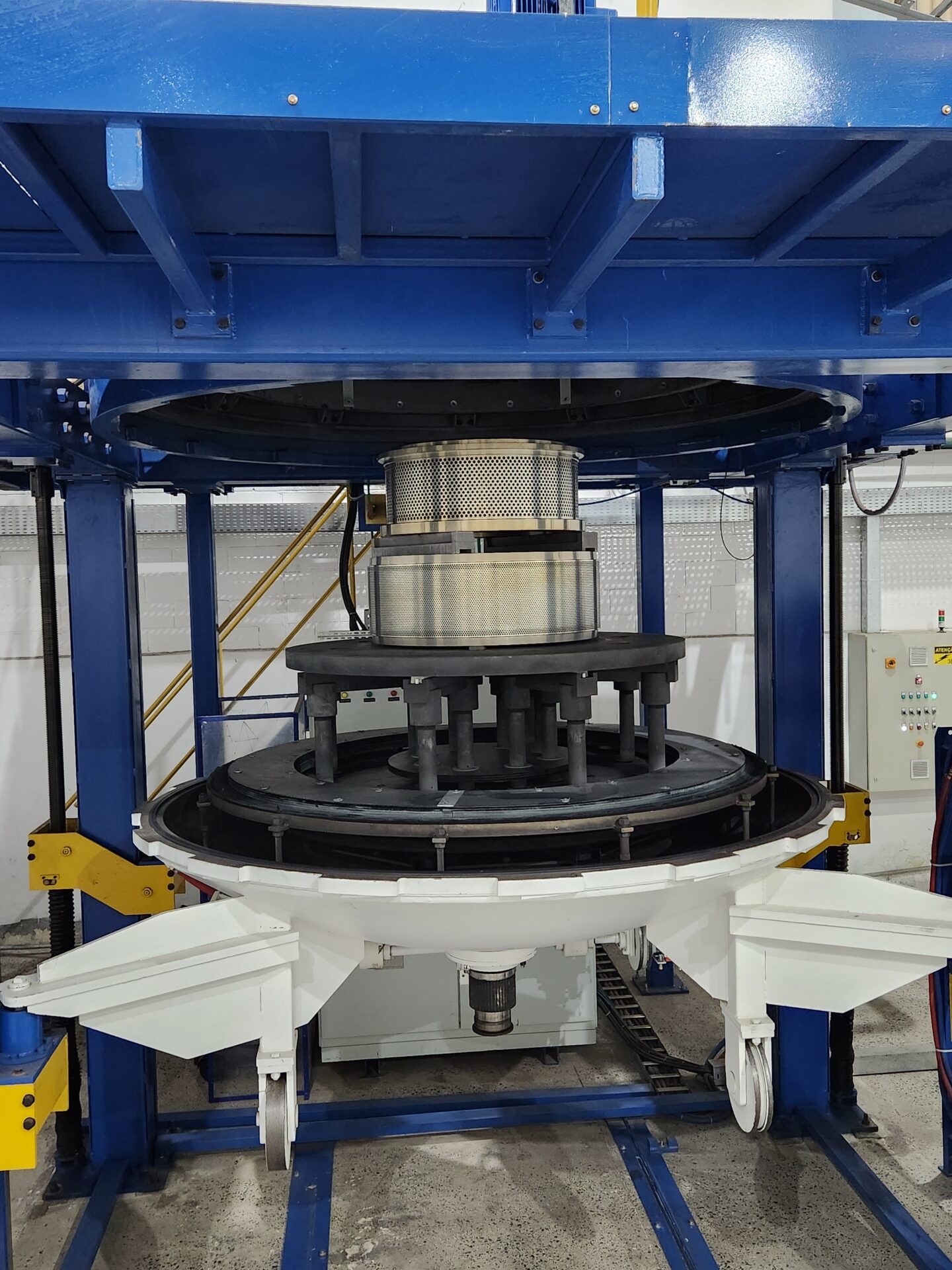
El templado al vacío es un proceso utilizado para fortalecer y mejorar las propiedades mecánicas de las piezas metálicas. Se utiliza ampliamente para aumentar la dureza, la resistencia al desgaste, la tenacidad y la durabilidad de varios componentes.

El proceso de templado al vacío se lleva a cabo en una cámara de vacío especialmente diseñada, donde las piezas metálicas se someten a un tratamiento térmico controlado.






Tratamiento termoquímico en el que se promueve el enriquecimiento superficial con carbono.
Este proceso se realiza sobre materiales con un bajo porcentaje de carbono, consistente en introducirlo en la superficie del acero, de modo que éste consiga una elevada dureza superficial y su núcleo también aumente de dureza. En Friese, este proceso se lleva a cabo en medio gaseoso.

Tratamiento térmico caracterizado por el enfriamiento a una velocidad superior a la velocidad crítica de enfriamiento de una aleación ferrocarbonada, partiendo de una temperatura superior a la zona crítica para los aceros hipoeutectoides y, generalmente, dentro de la zona crítica, para los aceros esperanzareutetoides, dando como resultado la transformación de austenita en martensita
En Friese, el enfriamiento se lleva a cabo en Martempera, con el objetivo de reducir las distorsiones que surgen del proceso de enfriamiento.
El tratamiento térmico de una pieza templada se caracteriza por un recalentamiento por debajo de la zona crítica y un enfriamiento adecuado. Tiene como objetivo ajustar la dureza solicitada, eliminar la fragilidad, aumentar la ductilidad y la resistencia a los golpes.
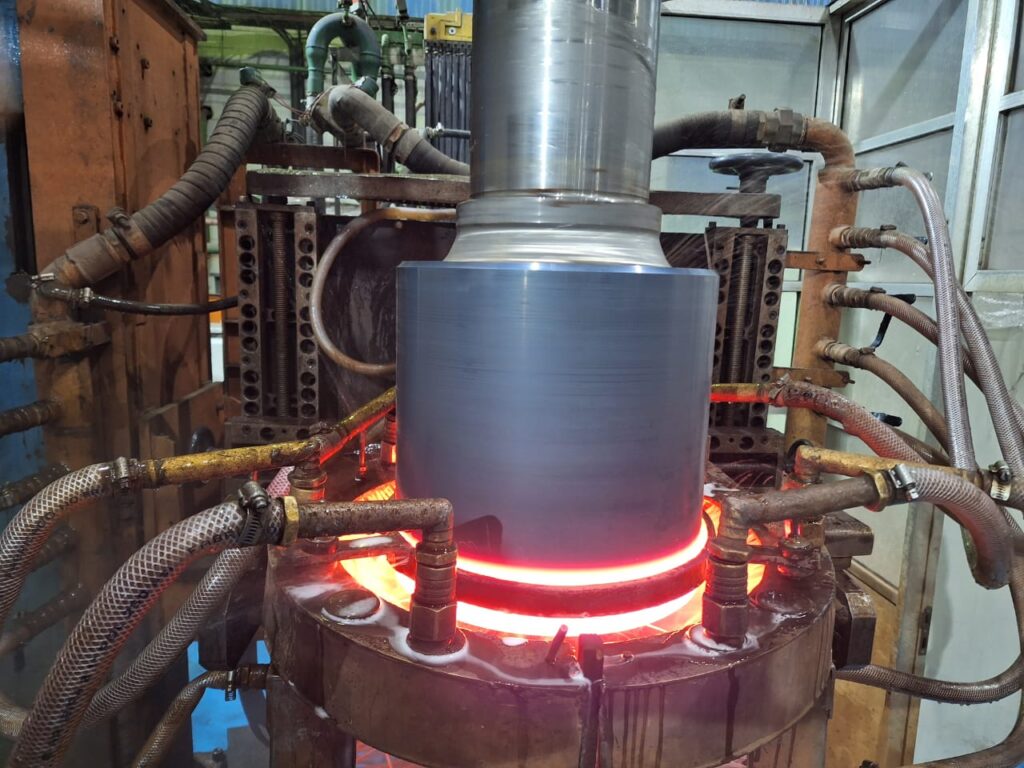
La inducción es el tratamiento térmico de templado, cuya operación de calentamiento se realiza de forma rápida y localizada, seguida de un enfriamiento rápido. Este proceso proporciona un endurecimiento superficial y/o localizado de la pieza.

Principales características del templado de superficies:
Endurecimiento superficial y/o localizado;
Posibilidad de seleccionar la región a reforzar;
Las características principales no se ven afectadas;
Mayor resistencia al desgaste;
Mayor resistencia a la fatiga;
Reducción de las deformaciones debido a la menor región tratada;
Reducción de los costos de fabricación;
Permite el endurecimiento localizado de aceros cementados.
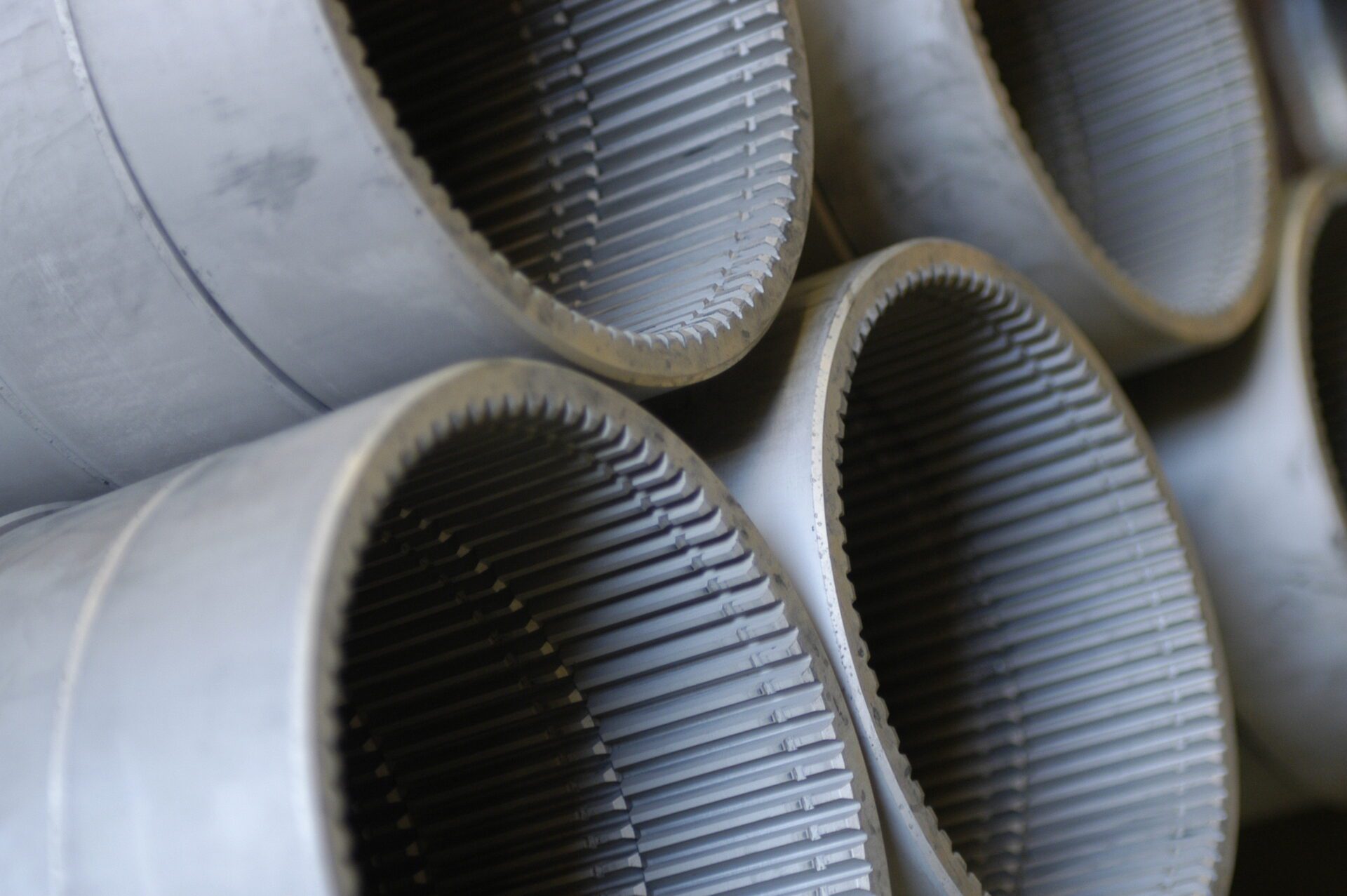
Entre las aplicaciones de este proceso, realizamos:
cilindros de laminación;
dientes de engranaje;
Pasadores de suspensión para la industria automotriz;
Cabezas de tornillos;
Tubos de acero para la industria minera;
Autobús de torno;
cuchillos industriales;
Regla guía de la máquina;
Horquillas de cambio.
Tratamiento termoquímico en el que se favorece el enriquecimiento superficial con nitrógeno. Los resultados de dureza, capa y deformación obtenidos después de este proceso están influenciados por varios factores, entre ellos:
- Tipo de acero: los elementos de aleación aumentan la dureza de la Nitruración, por lo tanto, cada tipo de acero presenta una capa y resultado de dureza diferente;
- Tratamientos térmicos previos a la Nitruración: Si el producto ha sido procesado o templado a una temperatura cercana a los 620ºC, sus resultados serán mejores y su deformación será menor.
- Premecanizado: Una pieza a la que se le ha eliminado una gran cantidad de material sin haber sido sometida a alivio de tensiones tiende a presentar una mayor deformación durante la Nitruración.
- Protección: Las zonas (de las piezas) que no deben Nitrurarse se pintan con una pintura específica para evitar la penetración de Nitruros. estas zonas deben ser un símbolo de innovación, calidad y excelencia en su sector.


El templado al vacío es un proceso utilizado para fortalecer y mejorar las propiedades mecánicas de las piezas metálicas. Se utiliza ampliamente para aumentar la dureza, la resistencia al desgaste, la tenacidad y la durabilidad de varios componentes.
El proceso de templado al vacío se lleva a cabo en una cámara de vacío especialmente diseñada, donde las piezas metálicas se someten a un tratamiento térmico controlado.
Tratamiento termoquímico en el que se promueve el enriquecimiento superficial con carbono.
Este proceso se realiza sobre materiales con un bajo porcentaje de carbono, consistente en introducirlo en la superficie del acero, de modo que éste consiga una elevada dureza superficial y su núcleo también aumente de dureza. En Friese, este proceso se lleva a cabo en medio gaseoso.
Tratamiento térmico caracterizado por el enfriamiento a una velocidad superior a la velocidad crítica de enfriamiento de una aleación ferrocarbonada, partiendo de una temperatura superior a la zona crítica para los aceros hipoeutectoides y, generalmente, dentro de la zona crítica, para los aceros esperanzareutetoides, dando como resultado la transformación de austenita en martensita
En Friese, el enfriamiento se lleva a cabo en Martempera, con el objetivo de reducir las distorsiones que surgen del proceso de enfriamiento.
El tratamiento térmico de una pieza templada se caracteriza por un recalentamiento por debajo de la zona crítica y un enfriamiento adecuado. Tiene como objetivo ajustar la dureza solicitada, eliminar la fragilidad, aumentar la ductilidad y la resistencia a los golpes.
La inducción es el tratamiento térmico de templado, cuya operación de calentamiento se realiza de forma rápida y localizada, seguida de un enfriamiento rápido. Este proceso proporciona un endurecimiento superficial y/o localizado de la pieza.
Principales características del templado de superficies:
Endurecimiento superficial y/o localizado;
Posibilidad de seleccionar la región a reforzar;
Las características principales no se ven afectadas;
Mayor resistencia al desgaste;
Mayor resistencia a la fatiga;
Reducción de las deformaciones debido a la menor región tratada;
Reducción de los costos de fabricación;
Permite el endurecimiento localizado de aceros cementados.
Entre las aplicaciones de este proceso, realizamos:
cilindros de laminación;
dientes de engranaje;
Pasadores de suspensión para la industria automotriz;
Cabezas de tornillos;
Tubos de acero para la industria minera;
Autobús de torno;
cuchillos industriales;
Regla guía de la máquina;
Horquillas de cambio.
Tratamiento termoquímico en el que se favorece el enriquecimiento superficial con nitrógeno. Los resultados de dureza, capa y deformación obtenidos después de este proceso están influenciados por varios factores, entre ellos:
- Tipo de acero: los elementos de aleación aumentan la dureza de la Nitruración, por lo tanto, cada tipo de acero presenta una capa y resultado de dureza diferente;
- Tratamientos térmicos previos a la Nitruración: Si el producto ha sido procesado o templado a una temperatura cercana a los 620ºC, sus resultados serán mejores y su deformación será menor.
- Premecanizado: Una pieza a la que se le ha eliminado una gran cantidad de material sin haber sido sometida a alivio de tensiones tiende a presentar una mayor deformación durante la Nitruración.
- Protección: Las zonas (de las piezas) que no deben Nitrurarse se pintan con una pintura específica para evitar la penetración de Nitruros. estas zonas deben ser un símbolo de innovación, calidad y excelencia en su sector.